
Стартовый капитал – от 1 миллиона рублей.
Сверло – один из наиболее распространенных режущих инструментов, используемый в качестве насадки на электродрель. Анализируя данный рыночный сегмент, можно заметить, что зарубежные изделия встречаются значительно чаще, чем отечественные аналоги. Основной импортер различных метизов, в том числе и сверла на дрели – азиатский регион (Китай, Тайвань и другие страны).
Почти все китайские сверла, как и любые метизы из производства, имеют меньшую стоимость, чем их отечественные аналоги, при этом они сильно отстают по качеству. Такая продукция не рассчитывается на многократное пользование. При открытии бизнеса по изготовлению сверл различных диаметров уделите особое внимание следующим показателям изделий: высокое качество продукции, а также ее приемлемая стоимость.
Содержание
Требования к помещению
К выбору помещения под производственные цеха необходимо подойти с максимальной ответственностью. Минимальная площадь для организации технологического процесса по производству сверл – 300 квадратных метров. Такая большая территория обуславливается наличием громоздких специализированных печей, а также другого оборудования. Помещение должно быть проверено на соответствие правилам и нормам пожарной безопасности. Также обязательно должны быть проведены соответствующие коммуникационные сети: газопровод, действующий водопровод и электричество.
Отдельно поговорим о последнем пункте. В помещении должно иметься 3-фазное электричество производственных мощностей (380 вольт). Также не помешает хороший уровень освещения по всей территории предприятия.
Наличие дополнительных систем и коммуникационный сетей может повысить итоговую стоимость аренды помещения, но данная статья расходов является обязательной – например, вы попросту не сможете запустить оборудование без питания 380 вольт (некоторое оборудование малых и средних мощностей может требовать классические 220 вольт), а плохой уровень освещенности может негативно сказаться на качестве работы операторов.
Средняя стоимость годовой аренды помещения технического назначения (по столичным расценкам) – в районе 6,5 – 8,5 тысяч рублей за 1 квадратный метр. Основной фактор, влияющий на стоимость аренды – местоположение помещения. Так, например, аренда технического помещения, расположенного в городе, обойдется вам значительно дороже, чем аналогичное помещение, расположенное за городской чертой. Естественно, намного более выгодным оказывается второй вариант. При этом, стоит подыскать рабочую площадь как можно ближе к черте города – так вы сэкономите на услугах транспортировки как исходного сырья, так и готовых изделий.
Возьмем минимальные показатели – 6,5 тысяч рублей за 1 квадратный метр и рабочее помещение площадью 300 квадратных метров. Тогда общие расходы по его аренде помещения за год составят: 300х6,5 = 2,1 миллиона рублей. Стоимость 1 месяца аренды такого помещения = 2100 / 12 = 175 тысяч рублей.
Закупка оборудования, инструментов и прочих систем

Для организации производственной линейки по изготовлению сверл для дрели необходимо подобрать соответствующее оборудование. Установки подбираются исходя из требований к качеству выходных изделий, также они должны соответствовать ГОСТам. Экономии здесь можно добиться, если приобрести подержанное оборудование. Но в данном случае стоит внимательно выбирать агрегаты. Обратите особое внимание на его работоспособность и целостность, чтобы его не пришлось менять несколько месяцев (подобные расходы недопустимы на первых этапах организации рабочего процесса, особенно если вы не располагаете большими денежными средствами). Минимальная комплектация производственной линейки по производству сверл для дрели включает в себя:
- Плавильная установка. Стоимость – порядка 100 тысяч рублей;
- Ротационная установка, используемая для вращения. Стоимость – около 75 тысяч рублей;
- Наковальня. Стоимость – 75-100 тысяч рублей;
- Резервуары для закаливания металлов. Стоимость – 25 тысяч рублей;
- Оборудование для нарезки заготовки. Стоимость – 50 тысяч рублей;
- Точильный агрегат. Стоимость – 25 тысяч рублей;
- Станок с числовым программным управлением (ЧПУ). Стоимость – 200-250 тысяч рублей;
- Ленточный конвейер. Стоимость – 50 тысяч рублей;
Итого, расходы на приобретение и последующий монтаж необходимого оборудования (расчет выполнен по минимальным стоимостям, указанным в списке выше): 100 + 75 + 75 + 25 + 50 + 25 + 200 + 50 = 600 тысяч рублей.
Рабочий персонал

Для организации рабочего процесса, в том числе и для обслуживания производственного оборудования, необходимо подобрать опытный и высококвалифицированный штат специалистов. Для выявления профессиональных навыков будущего сотрудника необходимо провести предварительную консультацию, по результатам можно определить уровень его подготовленности. Также можно устроить непродолжительную стажировку. Минимальный штат может состоять следующих специалистов:
- Инженер технологического процесса. Средняя заработная плата – 60 тысяч рублей;
- Оператор ЧПУ-оборудования. Средняя заработная плата – 55 тысяч рублей;
- Литейщик. Средняя заработная плата – 35 тысяч рублей;
- Мастер по заточке. Средняя заработная плата – 25 тысяч рублей;
- Грузчик. Средняя заработная плата – 22 тысячи рублей;
Итого, месячный фонд заработной платы при минимальном числе сотрудников: 60 + 55 + 35 + 25 + 22 = 197 тысяч рублей. Годовой фонд заработной платы составит 197 х 12 = 2,364 миллионов рублей (без расширения штата сотрудников).
Используемое сырье

В процессе изготовления сверл используется особый металлический сплав, обладающий необходимыми показателями (например, прочность и ковкость). Сталь вы можете приобрести по оптовым расценкам. Приблизительная стоимость 1 тонны прутка определенного диаметра – 15-35 тысяч рублей в зависимости от типа металла, а также его качественных показателей. Закупка подобного материала понадобится и для решивших заняться изготовлением гвоздей. Подробнее об этом бизнесе вы сможете прочитать в соответствующей статье.
Рекламная кампания

Для проведения рекламной кампании подойдут любые доступные способы. Один из самых выгодных и эффективных – это интернет-реклама. Подойдет использование баннерных, тизерных, а также таргетных рекламных объявлений. Не лишним также будет создание собственного сайта, на котором можно расположить полный ассортимент, производимый вашим предприятием, а также ваши контактные данные. Стоимость разработки сайта средней сложности – около 100 тысяч рублей (здесь не учитываются расходы на приобретение необходимого ПО, а также продвижения сайта).
Также можно воспользоваться классическими методами продвижения. Газетные объявления – один из наиболее доступных способов. Примерная стоимость 1 рекламного объявления в газете/журнале – в районе 50-125 рублей. Не стоит забывать и о рекламе в своем городе. Разместите свое красочное объявление на пилларсе, плакате или другом носителе наружной рекламы.
Расчет минимального стартового капитала

Стартовый капитал складывается из следующих обязательных составляющих (почти каждая из них была рассчитана выше, осталось только просуммировать их):
- Аренда рабочего помещения – 175 тысяч рублей;
- Покупка необходимого производственного оборудования – 600 тысяч рублей;
- Фонд заработной платы на первый рабочий месяц – 200 тысяч рублей;
- Приобретение первой партии сырья (возьмем, к примеру, 10 тонн прутка) – 15 x 10 = 150 тысяч рублей.
Итого, получаем: 175 + 600 + 200 + 150 = 1,125 миллионов рублей.
Реализация производимых изделий

На первых этапах лучше заняться оптовой реализацией производимой продукции. Скупщики смогут приобрести выпускаемые вами изделия партийно, а следовательно, вы сможете иметь стабильный доход от предприятия. Также возможно заключить договор с частниками (специализированные строймагазины). В первые месяцы вы вряд ли сможете установить с ними партнерские отношения (так как при минимальных стартовых вложениях почти невозможно выпускать широкий ассортимент).
Период окупаемости

На период окупаемости влияет огромное число факторов, в том числе внешних и случайных (например, вы можете просто не найти каналы сбыта произведенной продукции, а это приводит к производственным задержкам). Предположим, что стоимость 1 партии 10-миллиметровых сверл – около 20 тысяч рублей. Предположим также, что за 1 месяц вы можете продать 15 партий сверл. Следовательно, месячные продажи составят 20 х 15 = 300 тысяч рублей. В таком случае, годовые продажи достигнут 300 х 12 = 3,6 миллиона рублей. С учетом дополнительных расходов период окупаемости может составить от 2 до 2,5 лет.
Итоги
На успешность предприятия во многих случаях влияет эффективность рекламы, а также качество изготавливаемой продукции. Поиск клиентов можно проводить и при помощи самых простых способов – так называемого “сарафанного радио”. Подарите несколько комплектов сверл для дрели своим знакомым или предложите по очень выгодной, минимальной цене. Велика вероятность, что слух о высококачественных деталях для инструмента узнают сотни, а то и тысячи людей. Не забывайте проводить акции и предоставлять хорошие скидки – предложения такого рода действуют на покупателей, как магнит. Своим старанием и правильным подходом вы сможете наработать клиентскую базу, а значит, сделать свой бизнес рентабельным и успешным.
Как это сделано – Свёрла
Планируется наладить производство сверл диаметром от 3 до 70мм по ГОСТам,объем около 12000шт./месяц. Задача подобрать оборудование,чтобы обеспечить весь цикл изготовления. Технология приблизительно такая:
1)Отрезная-отрезка заготовок для хвостовика(для диаметров свыше 10мм) и рабочей части.
2)Галтовочная,чтобы очистить под сварку.
3)Сварочая(сварка трением для заготовок диаметром свыше 10мм).
4)Фрезерная-фрезеровка стружечных канавок и спинок сверл(диаметр от 14 до 40 мм) или Шлифовальная-шлифовка стружечных канавок скоростным глубинным шлифованием(диаметр до 15мм).
5)Клеймение.
6)Термическая-закалка,отпуск.
7)Шлифовальная-шлифовка по диаметру,шлифовка конусной части.
8.Заточная
9)Покрытие-TiN,TiC.
Технологию выудил из старинных книг,сейчас может поменялось всё в корне.Прошу помочь с выбором оборудования,а может и технологию можно подправить.
Изменено 25.10.2013 07:40 пользователем Agasy
На чтение 5 мин. Опубликовано 25.01.2020
Началось все с того, что знакомый предложил мне купить б/у токарный станок по цене металлолома, так как на предприятии, где он работал, полным ходом шли реконструкция и переоснащение производства, поэтому практически все оборудование менялось на современное, а старое распродавалось или переплавлялось.
Предложение для меня весьма заманчивое, так как я давно мечтал начать свое дело в данной сфере. И на это были свои предпосылки – высшее техническое образование и несколько лет работы на металлообрабатывающем предприятии.
Я решил, что могу самостоятельно организовать бизнес по данному направлению и получать большую прибыль, чем на заводе.
Это история моего читателя Евгения С. Сегодня он расскажет вам о том, как открыл цех по металлообработке с нуля и что из этого вышло.
Оглавление
- Маркетинг и план действий
- Последовательность реализации идеи
- Осуществление рекламы через интернет
- Результаты
- Последствия нечетко сформулированной рекламной политики
Маркетинг и план действий
Знания и опыт позволяли мне организовать для начала небольшое производство по металлообработке и штучному изготовлению узловых изделий в области машиностроения.
Но что именно производить, я не знал. Была масса идей, начиная от изготовления болтов и гаек, до сложных конструкций.
Проведя, так сказать, экспресс-обзор рынка предложений услуг по металлообработке в своем и близлежащих регионах, я убедился в следующем: все то, что я мог бы производить, уже с успехом реализуется другими компаниями и в таких объемах, что конкурировать с ними будет экономически невыгодно.
Тем не менее, решил начать, а там – куда кривая выведет. Основной упор по раскрутке бизнеса решил сделать на создание собственного сайта.
Последовательность реализации идеи
Поставив перед собой такую цель, приступил к ее реализации следующим путем:
- Так как денег у меня не было, то решил брать кредит. Определился с необходимой суммой и подал заявку в банк, а уже через пару дней получил нужную сумму.
- Нашел подходящее помещение и заключил договор аренды на него.
- Купил по цене металлолома токарный станок, который мне предлагал товарищ, да еще договорился о дальнейшей покупке фрезерного станка.
- По объявлению нашел работника – токаря.

Далее, я перевез станок в помещение, подключил к электричеству. В дополнение притащил сварочный аппарат, болгарку, дрель, в общем, весь мелкий инструмент, который у меня был до этого. Купил несколько резцов и сверл на станок. В итоге, сам того не ожидая, получил довольно оснащенный мини – цех.
Осуществление рекламы через интернет
Теперь задача стояла в получении заказов. Решил, что самым лучшим вариантом будет раскрутка бизнеса через собственный сайт, а так как я не особо разбираюсь в вопросах создания ресурсов, то обратился к специалисту в данной сфере.
За это пришлось выложить 70 000 руб. Получилось, что сайт обошелся мне в сумму, равную той, что я заплатил за аренду помещения, станок и месячную зарплату работника.
Однако айтишник оказался продвинутым специалистом в этой сфере, и мой ресурс был на первых позициях в поисковых системах.
Это радовало и одновременно обескураживало, так как на сайте предлагался обширный перечень услуг, касающийся металлообработки – в нем было и предложение по изготовлению метизов, втулок и осей, валов, гидростанций, ремонтных деталей станков, машин и прочих сопутствующих услуг.

Но изначально у меня была мысль по производству какого-то одного изделия. Почему так получилось? Да потому что я не знал, что больше нужно рынку и решил выложить на сайте предложения сразу по нескольким позициям.
Я думал, мол, сначала так, а потом посмотрим, что пользуется большим спросом, то и буду производить, а в дальнейшем подкорректирую и сам сайт, делая ставку конкретно на определенном изделии.
Результаты
В итоге по результатам работы за 4 месяца мне лишь удавалось отбивать себестоимость содержания и производства своего мини цеха. Основные затраты в месяц:
- з/п токарю – 25 000 рублей;
- оплата аренды помещения – 12 000 рублей;
- оплата эл/энергии – 3 200 рублей;
- покупка расходных материалов (электроды, сварочная проволока, отрезные диски для болгарки, резцы и сверла) – примерно 2 500 рублей;
- транспортные расходы – 2 000 рублей;
- покупка сырья (в основном кругляк марки Сталь 40Х) – около 5 000 рублей.
Итого примерно 49 700 рублей за месяц. То, что получалось сверх этой суммы, стыдно сказать, от 200 до 700 рублей чистой прибыли.
И то, эта сумма выходила лишь за счет удачно арендованного помещения в непосредственной близости от грузового автосервиса, откуда было получено до 99% заказов (изготовление втулок, валов, осей, а так же восстановление этих деталей сваркой и проточкой).
Заказов, полученных посредством сайта, за все время было лишь 2, на общую сумму 6 000 рублей. Отбить затраты на организацию бизнеса так и не удалось.
Последствия нечетко сформулированной рекламной политики
Впоследствии я понял, что реклама на сайте нескольких разносторонних предложений оказалась неправильным решением, так как приходилось «распыляться» по нескольким направлениям, когда нужно было сконцентрироваться на чем-то одном, прилагая все усилия для достижения определенной цели по этой позиции.
Просто не хватило первоначальных ресурсов на обработку всех своих предложений. В итоге пришлось свернуть свой бизнес.
Из этого опыта я сделал вывод, что любой стартап нужно начинать с предложения чего-то одного, определенного товара или услуги, особенно если даешь рекламу посредством своего сайта.
В дальнейшем, конечно, когда уже пошла раскрутка, можно постепенно добавлять новые предложения, но на начальном этапе это очень рискованно, особенно в условиях ограниченных финансовых ресурсов. А вы как думаете?
В этой
статье мы расскажем все о производстве
сверл.

Содержание
Производство сверл
- Технология изготовления сверл
-
Материалы для изготовления сверл по металлу
- Покрытия, улучшающие характеристики сверл
- Станки для изготовления сверл
- Станки для производства сверл
-
Особенности изготовления сверл, дополнительные методы улучшения характеристик инструментов
- Термическая обработка
- Контактная стыковая сварка
- Дополнительные методы улучшения основных характеристик сверл
- Заводы по производству сверл
-
по какой технологии изготавливают обычные спиральные сверла;
-
какие материалы идут на производство;
-
на каком оборудовании выполняют основные технологические операции по производству сверл по металлу;
-
какие особенности имеют термическая обработка и сварка.

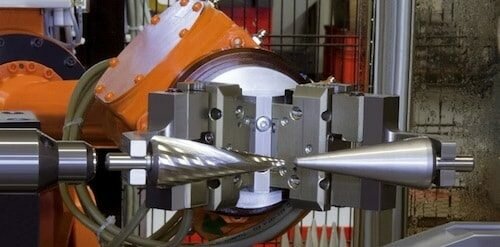
Фотография №1: изготовление сверла по металлу
Технология изготовления сверл
Технологический процесс изготовления спиральных сверл по металлу с коническими хвостовиками состоит из такой последовательности операций.
-
Отрезка заготовки для хвостовой части.
-
Отрезка заготовки для рабочей части.
-
Зачистка торцов у хвостовой части.
-
Зачистка торцов у рабочей части.
-
Очистка заготовки на пескоструйном аппарате.
-
Сварка.
-
Отжиг.
-
Обдирка наплыва у сварного шва.
-
Правка заготовки после сварки.
-
Подрезка торца со стороны хвостовика.
-
Сверление и зенкерование центрового отверстия со стороны хвостовика.
-
Обточка наружного центра со стороны рабочей части.
-
Обточка рабочей части по диаметру, предварительная и окончательная.
-
Обточка хвостовика на конус, предварительная и окончательная.
-
Обточка хвостовика под лапку и подрезка торца.
-
Фрезерование лапки.
-
Фрезерование спиральных канавок.
-
Фрезерование спинки зуба.
-
Термообработка и очистка на пескоструйном аппарате.
-
Полирование спиральных канавок.
-
Шлифование центров.
-
Шлифование хвостовика на конус.
-
Шлифование рабочей части по диаметру с обратным конусом.
-
Заточка сверла.
-
Контроль и клеймение.
Материалы для изготовления сверл по металлу
В России для изготовления сверл по металлу используют такие материалы, как быстрорежущие стали и твердые сплавы. Перечислим распространенные марки первых.
-
Р9 и Р18. Похожие по характеристикам стали. Первая содержит 9 % вольфрама, а вторая — 18. Сверла из этих сталей хорошо сверлят, не перегреваются и служат долго.
-
Р6М5 (зарубежный аналог — сталь HSS). Сверла по металлу из этой быстрорежущей стали встречаются чаще всего. Она содержит 6 % вольфрама и 5 % молибдена. Инструментами из этого материала обрабатывают:
-
Р6М5К5 (зарубежный аналог — сталь HSS-Co). Этот сплав содержит не только молибден и вольфрам, но и 5 % кобальта. Сверла из стали Р6М5К5 прочнее аналогов из сплава без добавления кобальта.Такими инструментами обрабатывают:
Твердосплавные сверла отличаются от инструментов, изготовленных из быстрорежущей стали, более высокими прочностью и долговечностью. На производство идут 4 вида сплавов.
-
вольфрамокобальтовые (W-Co);
-
титано-вольфрамо-кобальтовые (WC-TiC-Co);
-
титано-тантало-вольфрамо-кобальтовые (WC-TiC-TaC-Co);
-
безвольфрамовые (на основе TiC, TiCN с никель-молибденовой связкой).
Покрытия, улучшающие характеристики сверл
При производстве сверл по металлу для улучшения их свойств на рабочие части и хвостовики наносят два вида покрытий.
-
Нитрид титана. Твердость поверхностных слоев таких сверл увеличивается на 2300 HV. Термостойкость повышается до 600°.
-
Нитрид титана, легированный алюминием. Твердость поверхностных слоев таких сверл увеличивается на 3000 HV. Термостойкость повышается до 900°.

Фотография №2: сверло с покрытием из нитрида титана
Сверлами с такими покрытиями обрабатывают:
-
детали из твердых и улучшенных сплавов;
-
заготовки из ковкого и серого чугуна, в котором графитовые включения имеют шаровидную форму.
Если вам важны максимальные надежность и износостойкость, покупайте именно такие инструменты. Подробную информацию о выборе сверл по металлу вы найдете здесь.
Станки для изготовления сверл
Для производства обычных сверл используют следующие основные станки, аппараты и приспособления.
-
Токарно-отрезные станки.
-
Точильные станки.
-
Пескоструйные аппараты.
-
Электросварочные стыковые машины.
-
Бесцентрово-шлифовальные станки.
-
Сверлильно-фрезерные станки.
-
Клеймильные станки.
Станки для производства сверл
Перечислим технологические операции изготовления сверл и назовем станки, аппараты и приспособления, которые применяют для обработки, к примеру, заготовок для инструментов с диаметрами от 0,1 до 1 мм, имеющих утолщенные хвостовики.
-
Токарная обработка. Для нее применяют продольно-токарные автоматы 1103.
-
Термическая обработка. Производится в электродных соляных ваннах.
-
·Отпуск и промывка. Сверла при их выполнении помещают в специальные сетчатые корзины.
-
Шлифование хвостовиков. Применяется шлифовальный станок ЗМ-180 или МФ-63.
-
Доводка рабочих частей сверл. Для этой операции используют специальные доводочные станки типа Штейнель.
-
Шлифование рабочих частей. Выполняется на бесцентрово-шлифовальном станке МФ-63АП при ручной подаче.
-
Шлифование стружечных канавок. Для него предназначен специальный шлифовальный станок МФ-202.
-
Заточка. Проводится на станке 64А с применением бинокулярного микроскопа.
Для производства сверл с диаметрами до 12 мм используют иное оборудование.
-
Шлифование сверл по цилиндрическим поверхностям. Для обработки заготовок с диаметрами до 2 мм применяют станок ЗМ-180 или МФ-63. Более крупные заготовки шлифуют на станке ЗМ-182.
-
Вышлифовка стружечных канавок. Заготовки с диаметрами до 2 мм обрабатывают на станке М-202П или М3460. Для шлифования более крупных сверл применяют станки 3А650, 3А682, 3А683, 3657, 3А684 и 3А684К.
-
Заточка и подточка. Эти операции выполняют на станках 3А681, 3А650 и 3А682.
-
Консервация и упаковка. Для них предназначены специальные аппараты НО-2012, НО-2712 и НО-1894А.
Особенности изготовления сверл, дополнительные методы улучшения характеристик инструментов
Расскажем об особенностях выполнения самых важных операций, входящих в технологию изготовления сверл, и опишем методы, которые используют для улучшения основных характеристик инструментов.
Термическая обработка
Имеет очень важное значение. От правильности выполнения термической обработки напрямую зависят износостойкость инструмента и качество стали.
Закалку проводят в ваннах с расплавленными солями или в печах (электрических и газовых). В некоторых случаях для изготовления сверл применяют оборудование с вакуумом или восстановительной атмосферой.
Для отпуска используют масла, щелочи, соли и воду. Часто заготовки охлаждают на воздухе.
Обратите внимание! Режимы термообработки имеют особую важность. Поэтому все процессы контролируются автоматически.
Контактная стыковая сварка
Выполняется на специальных электросварочных машинах. Существуют три технологии.
-
Сварка непрерывным оплавлением без подогрева. Технология отличается высокой производительностью. Недостаток — большой расход металла на оплавление и осадку.
-
Сварка с подогревом прерывистым оплавлением. Протекает немного дольше. Расход металла значительно уменьшается.
-
Сварка с подогревом сопротивлением. Металл практически не расходуется, но операция требует высокой квалификации рабочих.
Чаще всего используют второй метод.

Фотография №3: контактно-стыковая сварка
Дополнительные методы улучшения основных характеристик сверл
Перечислим технологии, которые применяют при изготовлении сверл для дополнительного улучшения их свойств.
-
Цианирование. Поверхности рабочих частей насыщают азотом и углеродом. Цианирование повышает прочность инструментов в 2–3 раза.
-
Сульфидирование. Поверхностные слои сверл насыщают серой. Сернистые соединения снижают трение и повышают износостойкость инструментов в 1,5–2 раза.
-
Обработка водяным паром. После нее инструменты помещают в масло. На поверхностях образуются черные пленки окислов. Прочность сверл, прошедших такую обработку, увеличивается вдвое.
Заводы по производству сверл
Производство качественных сверл по металлу налажено на огромном количестве заводов в России и за рубежом. Популярностью пользуется продукция под следующими торговыми марками.
-
Ruko. Компания специализируется на изготовлении сверл с крестовыми заточками. Типы напыления варьируются. Продукция сочетает в себе высокое качество и приемлемую стоимость.
-
Haisser. Твердосплавные сверла этого бренда — одни из самых лучших в мире. Изделия стоят дорого.
-
Bosh. Специализируется на изготовлении сверл с SDS-хвостовиками.
-
«Зубр». Один из лучших российский производителей.
-
SEKIRA. Это наша собственная торговая марка. Мы выпускаем сверла различных видов и габаритов. Характеристики всех изделий отвечают требованиям ГОСТов. Нашу продукцию вы можете приобрести по самой низкой цене.
Изучите каталог, выберите нужные вам сверла и оформите заказ. Мы доставим металлорежущие инструменты в установленный срок.
- Заготовительный цикл — обработка металлических заготовок.
- Формообразующие операции — инструменту придают форму, близкую к окончательной, снимая 50–70 % материала с заготовки.
- Основная термическая обработка.
- Шлифовально-заточные операции — инструмент шлифуют и подвергают заточке.
- Дополнительная термообработка.
Станки, которые используются для производства режущего инструмента
Поскольку режущие инструменты имеют сложные поверхности, для их производства используют специализированные станки. Наиболее специфичным в инструментальном производстве оборудованием считаются:
- автоматы для отрезки заготовок сверл и иных инструментов от калиброванных прутков;
- токарные полуавтоматы для обработки цилиндрических и конических поверхностей на заготовках сверл, разверток, метчиков;
- полуавтоматы для фрезерования канавок сверл и метчиков, лапок сверл, квадратов на хвостовике метчиков;
- резьбонарезные станки прецизионные и повышенной точности;
- полуавтоматы для шлифования зуборезных долбяков и шеверов;
- заточные станки, как универсальные, так и специализированные для заточки резцов, спиральных сверл, червячных фрез, фрезерных головок сегментных пил, метчиков, плашек, протяжек;
- заточные инструменты для заточки инструментов с режущими кромками из твердых сплавов;
- профильно-шлифовальные станки для шлифования сложных профилей фасонного инструмента;
- гравировальные и клеймильные станки и агрегаты.

Станок для изготовления и заточки режущего инструмента ANCA TX7
Технология изготовления режущего инструмента на примере фрез
Концевые фрезы, зенкеры и развертки диаметром до 50 мм могут быть изготовлены методом глубинного шлифования по целому. Технология производства этих режущих инструментов выглядит следующим образом.
Указанная технология производства режущего инструмента гарантирует высокое качество фрез и сокращение производственного цикла. Концевые фрезы диаметром до 50 мм изготавливают из шлифованных заготовок из быстрорежущих сталей, подвергнутых термообработке, и монолитных твердосплавных. В этом случае скорость изготовления фрез составит от 6 до 30 минут.
Если листовые заготовки отсутствуют, в качестве альтернативы можно рассмотреть резку проката из порошковых и быстрорежущих сталей на ленточно-пильных станках с последующей термообработкой.
Материалы для производства режущих инструментов
Режущие инструменты обычно представляют собой сборные изделия, корпус которых изготовлен из конструкционной стали, а режущая часть — из инструментальной. При выборе материала заготовок для режущего инструмента в разных производствах обращают внимание на их твердость, прочность, износостойкость, ударную вязкость, термодинамическую и циклическую прочность, теплопроводность и теплоемкость.

Основные марки инструментальных сталей и быстрорезов для производства режущих инструментов
Чаще всего для производства рабочих частей режущего инструмента используют следующие сплавы.
- Металлокерамика. В том числе твердосплавные вольфрамо-кобальтовые сплавы (марки ВК6, ВК8, ВК10 и др.), вольфрамо-титановые сплавы (марки Т5К10, T15K6, Т14К8 и др.), титано-тантало-вольфрамовые сплавы (марки ТТ7К12, ТТ20К9 и др.).
- Минералокерамика. Производится на базе корунда (марки: Р18, Р6М5, Р18К5Ф2).
- Быстрорежущая сталь ГОСТ 19265-73. Содержит до 18 % вольфрама и ряд дополнительных компонентов: хром (до 4,5 %), молибден, кобальт, ванадий, углерод и т. д.).
- Углеродистая инструментальная сталь ГОСТ 1435-74. Содержит 0,65–1,3 % углерода. Обозначается маркировкой «У» (У7, У8, У9 и т. п.).
- Легированная инструментальная сталь ГОСТ 5950-73. Содержит 0,65–1,3 % углерода, плюс легирующие добавки хрома, ванадия, вольфрама. Распространенные марки: 9ХС, ХВГ, ХВ5.
- Алмаз поликристаллический. Сверхтвердый композит, включающий частицы природных или синтетических алмазов, связанные тугоплавкими металлами.
Выбор материала для корпусов режущих инструментов
Материалы, которые используются для производства корпусов режущих инструментов, должны соответствовать таким требованиям:
- высокая прочность и теплопроводность;
- стабильность формы и размеров в процессе обработки;
- способность образовывать прочное соединение с режущей частью после сварки или напайки;
- способность качественно обрабатываться.
В полной мере этими свойствами обладают конструкционные углеродистые стали марок 40, 45, 50 и качественные стали марок 40Х, 45Х, 40ХН.
Углеродистые стали используют для изготовления сборных конструкций: державок резцов, корпусов сборных разверток, втулок, клиньев, винтов. Другие корпусы сборных инструментов (в том числе ножи под напайные пластины из твердых сплавов) производят из качественной стали марки 40Х, которая характеризуется повышенной прочностью и гарантирует наименьшее коробление при термообработке.
Если инструмент должен обладать повышенной износостойкостью, его корпус изготавливают из инструментальных сталей У7А, У8А, 9ХС. К примеру, если корпус сверла с напаянными пластинами из твердого сплава трется об обработанную часть детали, его производят из стали 9ХС.
Какие режущие инструменты производятся из твердых сплавов?
Твердые сплавы используют для производства режущих инструментов, предназначенных для механической обработки металла и композитных материалов. В эту группу входят:
- токарные резцы — для резки, наружного и внутреннего точения, нарезания резьбы;
- фрезы — торцевые, концевые, фасонные, профильные;
- сверла — центровочные, спиральные, ружейные;
- пилы — ленточные, дисковые;
- резьбонарезной инструмент — метчики, плашки, резьбонакатные ролики, резьбофрезы;
- инструмент для обработки отверстий — зенкеры, зенковки, развертки.

Твердосплавные монолитные режущие инструменты
Вопросы и ответы
Как проходит процесс производства режущего инструмента из твердых сплавов?
Режущие инструменты из твердых сплавов изготавливают методом порошковой металлургии. Принцип состоит в формовании, прессовании и спекании металлических порошков с неметаллическими. При производстве металлокерамических пластин для режущего инструмента используют порошковую смесь из микрочастиц карбидов твердых керамик и связующего металла.
Если используется однокарбидный сплав вольфрамовой группы, в состав смеси включают рабочий материал (карбид вольфрама), и связку (кобальт). Смесь сначала дозированно засыпают в пресс-формы, затем спрессовывают под давлением до 1000 Па в прочный брикет с геометрией и размерами готового инструмента. Затем эту заготовку спекают в печи.
Какие свойства твердые сплавы придают режущему инструменту?
Благодаря своим уникальным свойствам твердые сплавы практически незаменимы при производстве режущего инструмента. Изделия из этого материала отличаются высокой производительностью и хорошей износостойкостью и могут обработать большее количество деталей на одну режущую кромку. Долгий срок службы твердосплавного инструмента уменьшает его расход.
Где заказать производство режущего инструмента?
Заказать производство режущего инструмента по своим эскизам и чертежам вы можете в компании «Ринком». Возможно изготовление изделий любой сложности из инструментальных сталей и твердых сплавов, в том числе сверл, разверток, фрез, метчиков и плашек, зенкеров и т. п.

Левая плашка М 75х1,5 производства «Ринком»
Сроки изготовления — от 5 рабочих дней. Ограничения в виде минимальной суммы заказа отсутствуют. Возможно нанесение маркировки и доставка во все регионы РФ.
Технологии сверления металлов
В этой статье мы поговорим о технологиях сверления металла, которые мастера применяют в быту и на производстве. Вы узнаете обо всех особенностях и нюансах техпроцессов.

Фотография №1: сверление металла
Инструменты и оборудование для сверления металлов
Для сверления металлов применяют следующие основные инструменты и оборудование.
Бытовые и промышленные дрели.
Держатели для них, жестко фиксирующие инструменты и обеспечивающие возможность плавной и точной их подачи.
Стационарные станки для сверления металла (вертикального и горизонтального типов, глубокого сверления и пр.).

Фотография №2: портативный сверлильный станок ECO.50-T на магнитном основании
Технологии сверления отверстий в металле, применяемые в быту
В быту для сверления отверстий металле применяют три технологии. Заготовки и листы зажимают при помощи струбцин и тисков. Чаще всего в домашних условиях используют обычные бытовые дрели и цилиндрические спиральные сверла.
Обычное сверление
Эта технология сверления металла знакома каждому.
Отверстие намечают при помощи молотка и кернера.
Заготовку зажимают в тисках или при помощи струбцины.
Сверло нужного диаметра вставляют в патрон дрели и зажимают.
Высверливают сквозное или глухое отверстие.

Фотография №3: сверление металла в домашних условиях
Рассверливание
Рассверливание металла — это технология, направленная на увеличение диаметра ранее проделанного отверстия. Для этого берут сверла больших диаметров.
В домашних условиях отверстия обычно приходится рассверливать поэтапно, постепенно увеличивая диаметр используемых инструментов. Это связано с тем, что мощности бытовой дрели во многих случаях недостаточно для просверливания отверстий больших диаметров в толстых заготовках. Кроме этого поэтапный подход уменьшает осевое давление на сверла. Это значительно уменьшает вероятность поломок.

Изображение №1: принцип сверления отверстий больших диаметров в толстом металле в домашних условиях
Уменьшение диаметров глубоких частей отверстий
При этой технологии сверления вначале просверливают неглубокое отверстие большого диаметра, а затем используют инструменты меньшего размера. Технология выглядит так.

Изображение №2: технология уменьшения диаметров отверстий в металле
Технологии сверления отверстий в металле, применяемые в промышленности
В промышленности применяют более сложные виды сверления металла. Используют массивные двуручные дрели и специальные станки для сверления металла (портативные и стационарные).
Расскажем об особенностях различных технологий сверления металла на производстве.
Технология глубокого сверления металла
Глубоким называется сверление в металле отверстия, длина которого в 25 и более раз превышает диаметр. Эта операция требует принудительного периодического удаления стружки и применения смазочно-охлаждающих жидкостей (СОЖ). Они нужны для охлаждения инструмента и заготовки для исключения поломки и деформации.
Процесс глубокого сверления металлов предполагает использование разных СОЖ. Их выбирают в зависимости от материалов заготовок. Перечислим наиболее эффективные смазочно-охлаждающие жидкости.
Материал обрабатываемой заготовки
Нержавеющие и жаропрочные сплавы
Смесь, состоящая из олеиновой кислоты (20 %) и сульфофрезола (80 %). Последний можно заменить керосином (30 %) и осерненным маслом (50 %)
Алюминий и сплавы на его основе
Керосин, эмульсия, смешанные масла. Допускается глубокое сверление без охлаждения
Смешанные масла, эмульсия. Допускается глубокое сверление без охлаждения.
Эмульсия (3–5 %). Допускается глубокое сверление без охлаждения.
Смешанные масла. Допускается глубокое сверление без охлаждения.
Керосин, эмульсия (3–5 %). Допускается глубокое сверление без охлаждения.
Смесь осерненного масла и керосина
Осерненное масло, эмульсия

Фотография №4: глубокое сверление с применением смазочно-охлаждающей жидкости
Для глубокого сверления чаще всего применяют спиральные и корончатые сверла по металлу. СОЖ добавляют вручную или при помощи систем автоматической подачи, которыми оснащены специализированные станки.
Технология глубокого сверления металла не предполагает спешки. Периодически процесс останавливают, извлекают сверло и принудительно удаляют стружку. При использовании спиральных инструментов, глубокое сверление проводят поэтапно, постепенно расширяя отверстие до нужного диаметра.
Технология сверления толстых листов металла
Для сверления толстых листов металла обычно используют либо конусные (для отверстий диаметром до 30 мм), либо корончатые сверла (для отверстий больших диаметров). Ими оснащают сверлильные станки или мощные дрели. Главное требование — оборудование должно поддерживать режим работы на самых низких оборотах.

Фотография №5: корончатые сверла по металлу
Технология сверления толстых листов металла корончатыми сверлами отличается высокой эффективностью. Энергозатраты минимальны. Отверстия после сверления коронками получаются гладкие и точные.
Технология сверления тонких листов металла
Для сверления тонких листов металла обычно применяют конусные сверла. При такой технологии диаметр увеличивается постепенно. Листы не деформируются.

Фотография №6: сверление тонких листов металла стандартными конусными сверлами
При наличии конусных сверл ступенчатого типа берут именно их. Ступени с отметками упрощают сверление большого количества отверстий определенного или разных диаметров в одном листе металла.

Фотография №7: сверление тонкого листа металла конусным ступенчатым сверлом
Особенности сверления сквозных отверстий в металлических заготовках
Главная особенность сверления сквозных отверстий в металлических заготовках — необходимость защиты поверхности верстака, столешницы или станка от выхода сверла далеко за границы заготовки. Чтобы избежать повреждения инструментов, мебели и оборудования, мастера применяют следующий способы.
Используют верстаки с отверстиями.
Подкладывают под заготовку деревянный брусок или металлическую деталь с имеющимся отверстием для свободного прохода сверла.
Снижают скорость резания при завершении сверления.

Фотография №8: использование деревянной подкладки при сверлении металла
Особенности сверления глухих отверстий в металлических заготовках
Глухие отверстия просверливают на определенную глубину. Для ее установки есть следующие методы.
Использование линеек, имеющихся на станках.
Установка на сверла втулочных упоров.
Ограничение длины сверл при помощи патронов с регулируемыми упорами.

Фотография №9: сверло с установленным втулочным упором
Современные станки оснащены автоматизированными системами подачи. При ее наличии технология сверления глухих отверстий в металле значительно упрощается. Нужно всего лишь задать параметры резания.
Обратите внимание! При проделывании длинных глухих отверстий в толстых заготовках необходимо несколько раз прерывать процесс сверления металла для принудительного удаления стружки.
Технологии сверления сложных отверстий в металлических заготовках
Половинчатые отверстия на краях заготовок сверлят так.
Зажимают в тисках две заготовки или заготовку с подкладкой, плотно прижатые друг к другу.
Центрируют сверло в нужном месте на стыке деталей.
Просверливают полное отверстие.
Сверление цилиндрических заготовок по касательным — более сложный процесс. Он проходит в два этапа.
Подготавливается перпендикулярная отверстию площадка с применением фрезерования или зенковки.
Технология сверления отверстий в металле под углом выглядит так.
Между плоскостями под нужным углом надежно закрепляется подкладка.
В полые заготовки перед сверлением помещают подкладки из древесины. Отверстия с уступами проделывают при помощи описанных в начале статьи технологий рассверливания и уменьшения диаметра отверстий.
Основные таблицы для сверления металлов, необходимые для правильного выбора режимов резания и иных нужд
Для сверления металлов мастера чаще всего пользуются следующими основными таблицами.
Бизнес по производству сверл

Сверло – один из наиболее распространенных режущих инструментов, используемый в качестве насадки на электродрель. Анализируя данный рыночный сегмент, можно заметить, что зарубежные изделия встречаются значительно чаще, чем отечественные аналоги. Основной импортер различных метизов, в том числе и сверла на дрели – азиатский регион (Китай, Тайвань и другие страны).
Почти все китайские сверла, как и любые метизы из производства, имеют меньшую стоимость, чем их отечественные аналоги, при этом они сильно отстают по качеству. Такая продукция не рассчитывается на многократное пользование. При открытии бизнеса по изготовлению сверл различных диаметров уделите особое внимание следующим показателям изделий: высокое качество продукции, а также ее приемлемая стоимость.
Содержание
- Требования к помещению
- Закупка оборудования, инструментов и прочих систем
- Рабочий персонал
- Используемое сырье
- Рекламная кампания
- Расчет минимального стартового капитала
- Реализация производимых изделий
- Период окупаемости
- Итоги
- Видео: Как это сделано – Свёрла
Требования к помещению
К выбору помещения под производственные цеха необходимо подойти с максимальной ответственностью. Минимальная площадь для организации технологического процесса по производству сверл – 300 квадратных метров. Такая большая территория обуславливается наличием громоздких специализированных печей, а также другого оборудования. Помещение должно быть проверено на соответствие правилам и нормам пожарной безопасности. Также обязательно должны быть проведены соответствующие коммуникационные сети: газопровод, действующий водопровод и электричество.
Отдельно поговорим о последнем пункте. В помещении должно иметься 3-фазное электричество производственных мощностей (380 вольт). Также не помешает хороший уровень освещения по всей территории предприятия.
Наличие дополнительных систем и коммуникационный сетей может повысить итоговую стоимость аренды помещения, но данная статья расходов является обязательной – например, вы попросту не сможете запустить оборудование без питания 380 вольт (некоторое оборудование малых и средних мощностей может требовать классические 220 вольт), а плохой уровень освещенности может негативно сказаться на качестве работы операторов.
Средняя стоимость годовой аренды помещения технического назначения (по столичным расценкам) – в районе 6,5 – 8,5 тысяч рублей за 1 квадратный метр. Основной фактор, влияющий на стоимость аренды – местоположение помещения. Так, например, аренда технического помещения, расположенного в городе, обойдется вам значительно дороже, чем аналогичное помещение, расположенное за городской чертой. Естественно, намного более выгодным оказывается второй вариант. При этом, стоит подыскать рабочую площадь как можно ближе к черте города – так вы сэкономите на услугах транспортировки как исходного сырья, так и готовых изделий.
Возьмем минимальные показатели – 6,5 тысяч рублей за 1 квадратный метр и рабочее помещение площадью 300 квадратных метров. Тогда общие расходы по его аренде помещения за год составят: 300х6,5 = 2,1 миллиона рублей. Стоимость 1 месяца аренды такого помещения = 2100 / 12 = 175 тысяч рублей.
Закупка оборудования, инструментов и прочих систем

Для организации производственной линейки по изготовлению сверл для дрели необходимо подобрать соответствующее оборудование. Установки подбираются исходя из требований к качеству выходных изделий, также они должны соответствовать ГОСТам. Экономии здесь можно добиться, если приобрести подержанное оборудование. Но в данном случае стоит внимательно выбирать агрегаты. Обратите особое внимание на его работоспособность и целостность, чтобы его не пришлось менять несколько месяцев (подобные расходы недопустимы на первых этапах организации рабочего процесса, особенно если вы не располагаете большими денежными средствами). Минимальная комплектация производственной линейки по производству сверл для дрели включает в себя:
- Плавильная установка. Стоимость – порядка 100 тысяч рублей;
- Ротационная установка, используемая для вращения. Стоимость – около 75 тысяч рублей;
- Наковальня. Стоимость – 75-100 тысяч рублей;
- Резервуары для закаливания металлов. Стоимость – 25 тысяч рублей;
- Оборудование для нарезки заготовки. Стоимость – 50 тысяч рублей;
- Точильный агрегат. Стоимость – 25 тысяч рублей;
- Станок с числовым программным управлением (ЧПУ). Стоимость – 200-250 тысяч рублей;
- Ленточный конвейер. Стоимость – 50 тысяч рублей;
Итого, расходы на приобретение и последующий монтаж необходимого оборудования (расчет выполнен по минимальным стоимостям, указанным в списке выше): 100 + 75 + 75 + 25 + 50 + 25 + 200 + 50 = 600 тысяч рублей.
Рабочий персонал
Для организации рабочего процесса, в том числе и для обслуживания производственного оборудования, необходимо подобрать опытный и высококвалифицированный штат специалистов. Для выявления профессиональных навыков будущего сотрудника необходимо провести предварительную консультацию, по результатам можно определить уровень его подготовленности. Также можно устроить непродолжительную стажировку. Минимальный штат может состоять следующих специалистов:
- Инженер технологического процесса. Средняя заработная плата – 60 тысяч рублей;
- Оператор ЧПУ-оборудования. Средняя заработная плата – 55 тысяч рублей;
- Литейщик. Средняя заработная плата – 35 тысяч рублей;
- Мастер по заточке. Средняя заработная плата – 25 тысяч рублей;
- Грузчик. Средняя заработная плата – 22 тысячи рублей;
Итого, месячный фонд заработной платы при минимальном числе сотрудников: 60 + 55 + 35 + 25 + 22 = 197 тысяч рублей. Годовой фонд заработной платы составит 197 х 12 = 2,364 миллионов рублей (без расширения штата сотрудников).
Используемое сырье

В процессе изготовления сверл используется особый металлический сплав, обладающий необходимыми показателями (например, прочность и ковкость). Сталь вы можете приобрести по оптовым расценкам. Приблизительная стоимость 1 тонны прутка определенного диаметра – 15-35 тысяч рублей в зависимости от типа металла, а также его качественных показателей. Закупка подобного материала понадобится и для решивших заняться изготовлением гвоздей. Подробнее об этом бизнесе вы сможете прочитать в соответствующей статье.
Рекламная кампания

Для проведения рекламной кампании подойдут любые доступные способы. Один из самых выгодных и эффективных – это интернет-реклама. Подойдет использование баннерных, тизерных, а также таргетных рекламных объявлений. Не лишним также будет создание собственного сайта, на котором можно расположить полный ассортимент, производимый вашим предприятием, а также ваши контактные данные. Стоимость разработки сайта средней сложности – около 100 тысяч рублей (здесь не учитываются расходы на приобретение необходимого ПО, а также продвижения сайта).
Также можно воспользоваться классическими методами продвижения. Газетные объявления – один из наиболее доступных способов. Примерная стоимость 1 рекламного объявления в газете/журнале – в районе 50-125 рублей. Не стоит забывать и о рекламе в своем городе. Разместите свое красочное объявление на пилларсе, плакате или другом носителе наружной рекламы.
Расчет минимального стартового капитала

Стартовый капитал складывается из следующих обязательных составляющих (почти каждая из них была рассчитана выше, осталось только просуммировать их):
- Аренда рабочего помещения – 175 тысяч рублей;
- Покупка необходимого производственного оборудования – 600 тысяч рублей;
- Фонд заработной платы на первый рабочий месяц – 200 тысяч рублей;
- Приобретение первой партии сырья (возьмем, к примеру, 10 тонн прутка) – 15 x 10 = 150 тысяч рублей.
Итого, получаем: 175 + 600 + 200 + 150 = 1,125 миллионов рублей.
Реализация производимых изделий
На первых этапах лучше заняться оптовой реализацией производимой продукции. Скупщики смогут приобрести выпускаемые вами изделия партийно, а следовательно, вы сможете иметь стабильный доход от предприятия. Также возможно заключить договор с частниками (специализированные строймагазины). В первые месяцы вы вряд ли сможете установить с ними партнерские отношения (так как при минимальных стартовых вложениях почти невозможно выпускать широкий ассортимент).
Период окупаемости

На период окупаемости влияет огромное число факторов, в том числе внешних и случайных (например, вы можете просто не найти каналы сбыта произведенной продукции, а это приводит к производственным задержкам). Предположим, что стоимость 1 партии 10-миллиметровых сверл – около 20 тысяч рублей. Предположим также, что за 1 месяц вы можете продать 15 партий сверл. Следовательно, месячные продажи составят 20 х 15 = 300 тысяч рублей. В таком случае, годовые продажи достигнут 300 х 12 = 3,6 миллиона рублей. С учетом дополнительных расходов период окупаемости может составить от 2 до 2,5 лет.
Итоги
На успешность предприятия во многих случаях влияет эффективность рекламы, а также качество изготавливаемой продукции. Поиск клиентов можно проводить и при помощи самых простых способов – так называемого “сарафанного радио”. Подарите несколько комплектов сверл для дрели своим знакомым или предложите по очень выгодной, минимальной цене. Велика вероятность, что слух о высококачественных деталях для инструмента узнают сотни, а то и тысячи людей. Не забывайте проводить акции и предоставлять хорошие скидки – предложения такого рода действуют на покупателей, как магнит. Своим старанием и правильным подходом вы сможете наработать клиентскую базу, а значит, сделать свой бизнес рентабельным и успешным.
Как это сделано – Свёрла
Читайте также:
- Водка в металлической бутылке абсолют
- Теплопроводность стекла и металла
- Металлические яды токсикологическая химия
- Ионы какого металла обладают наибольшими окислительными свойствами
- Травильщик металла на заводе вредность